TOP > MANAGEMENT SYSTEM > RESEACH & DEVELOPMENT

Aiming For A R&D Division That Remains At the Forefront of Industry


1. Development of Kero / Gasoil hydrotreating catalysts
Nippon Ketjen has developed and commercialized STARS? catalysts which have very high activities for the production of low sulfur diesel oils. Benefits to refineries include a higher blending ratio of cracked gasoil, heavier feedstock processing and longer operation cycles with STARS catalysts. The benefits of higher HDS activity and stability are highly valued and used by refineries worldwide.
» 1-1. Catalytic features of STARS
Co-Mo-S or Ni-Mo-S clusters are well known active phases of hydrotreating catalysts, which are formed on MoS2 slabs coordinated with nickel or cobalt atoms located at the edge. These active phases are classified into two types, "Type 1" and "Type 2". It is known that a Type 2 active site provides a higher hydrodesulfurization activity compared with that of a Type 1 active site. Since the active sites of STARS catalysts are exclusively Type 2 sites, they have extremely high activity for the hydrodesulfurization (HDS) of kerosene, gasoil or vacuum gasoil.
» 1-2. Active phase of STARS catalysts
The photograph on the left below is a TEM micrograph of a surface of KF 772-1.5E, a high performance CoMo-based STARS catalyst. The nanometer-sized MoS2 slabs are observed. The photograph on the right below is a STEM-EDX image. Highly dispersed Co (red color) and Mo (blue color) , are observed.
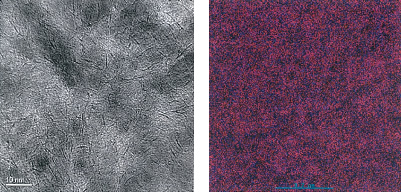
TEM micrograph (left) and EDX composite image of Co (red) and Mo (blue) maps (right) of CoMo-type STARS catalyst
» 1-3. Relative volume activity of STARS catalysts
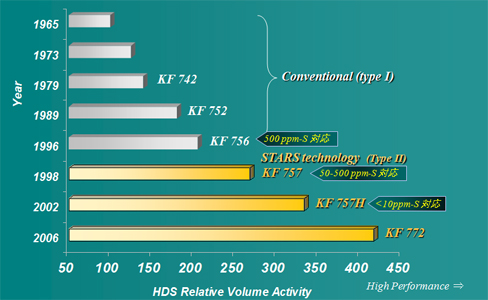
KF 772-1.5E is a high performance desulfurization CoMo-type STARS catalyst. It achieves more than 2 times of the relative volume activity (RVA) with reference to KF 752-1.5E, which is a conventional CoMo-type hydrotreating catalyst. KF 772-1.5E contributes to the advancement of sulfur-free operation and an improvement of economic efficiency in the refineries.
2. Residue hydroprocessing catalysts
The primary objective in residue hydroprocessing is to obtain a feedstock for a residue fluid catalyst cracking(RFCC) or to produce a low sulfur fuel oil from atmospheric and/or vacuum residues. The RFCC converts residue fractions to lighter, more valuable products. Residue hydrotreater consists of Hydrodemetallation(HDM) and hydrodesulfurization(HDS) sections. HDM reactions mainly take place in the HDM section and contaminant metals (vanadium and nickel) in the residues are reduced from ~ 100ppm to ~ 30ppm or less. HDS reactions mainly proceed in the HDS section and sulfur in the residues is reduced to 0.5 - 0.3wt% or less. In the HDS section and sulfur in the residues is reduced to 0.5-0.3wt% or less. Other reactions that impact RFCC feed quality are the conversion of CCR and asphaltenes. These reactions mostly take place on the HDS section.
» 2-1. Development of residue HDM catalysts
The important feature of the residual oil is the difference of chemical properties derived from its locality. Typical heavy crudes like Middle Eastern crude contain high concentrations of sulfur, asphaltene, vanadium, nickel and Conradson carbon residue (CCR) as impurities. These impurities can accumulate on the catalyst surface or plug the catalyst pores, which causes activity loss or deactivation. Therefore HDM catalysts are loaded in guard reactors and/or in the first part of the reactor train, where the concentration of metals in the oil is high. HDM catalysts are required to protect the downstream catalysts from excessive amounts of metals and must have superior tolerance for metals deposition. To deliver this performance, it is important that metals impurities can accumulate deep within the catalyst pores. For optimal protection of the tail-end HDS catalysts, transition catalysts are also loaded in the middle part of the reactor train, between HDM and tail-end HDS catalysts. Nippon Ketjen's HDM and transition catalysts are designed based on a proprietary improved alumina technology and they have unique pore structures and high HDM and metals storage capacity to match the requirements of today's refineries.
» 2-2. Development of tail-end HDS catalysts
The primary function of residue HDS catalyst is, of course, desulfurization from the residue. Our residue HDS catalysts have optimized pore structures and active metal compositions to provide high HDS activity with high metal tolerance. Stable operation can be achieved with our catalyst system.
3. Characterization of hydrotreating catalysts
Nippon Ketjen is making effective use of following characterization equipment to analyze pore structures, metal-support interactions, metal dispersions, and bulk and surface structure of hydrotreating catalysts, in order to utilize them for the development of new catalysts.
Microscopic observation and chemical composition analysis of catalyst surfaces
(FE-SEM equipped with EDX spectroscopy system)

Evaluation of metal dispersion on the catalyst surface
(NO pulse gas chemisorption equipment)

Identification of chemical species adsorbed on the catalyst surfaces
(FT-IR Spectrophotometer)

Solid acidity measurement of the catalyst surface
(Equipment for NH3-TPD)